 +3 8 (093) 204-53-67 / (098) 900-69-47
+3 8 (093) 204-53-67 / (098) 900-69-47Компания “Elevator-pro” занимается разработкой, проектированием, изготовлением и продажей комплексного технологического оборудования для производства и переработки растительных масел и производства кормов. Производит целый ряд шнековых прессов для прессования масличных семян с широкой шкалой производительности. Мы поставляем нашим клиентам комплексные технологические линии, которые представляют собой функциональные комплекты машин и оборудования для отжима растительных масел прессованием, для фильтрации (или дальнейшей переработки) растительных масел или для экструзии кормов.
Эти технологические комплексы полностью функциональны и включают в себя всю необходимую электропроводку и систему управления, которая описана в настоящей Технической информации.
Диапазон решения
Данная техническая информация содержит описание технического решения автоматического управления производственных секций PS2 Прессовочный цех, PS3 Фильтрация и EXT Экструзия кормов.
Производственные секции PS4 Склад жмыха и PS5 Склад масла можно подсоединить к системе управления в том случае, если это позволяет их уровень оснащения датчиками и активными элементами.
Отдельные технологические комплекты стандартно поставляются с такими уровнями автоматизации:
a) Управление при помощи классических элементов (контакторы и реле);
Эта система управления используется в прессцехах с FL200 и у экструдеров версии CLASSIC.
b) Система интеллигентного управления и визуализации FIC Intelligence Control
Система FIC используется как стандартное оборудование прессовочных цехов с прессами FS1010 и FS4010 и в технологиях автоматической фильтрации (PS3).
По желанию заказчика ее можно поставлять и для пресс-цехов с прессами FL200 и экструзионных линий с экструдерами версии CLEVER и CLEVER МАХ.
Уровень автоматизации отдельных технологий указан в их Технологической информации.
Описание процесса и технологии
Описание управления с помощью классических элементов – для управления пресс-цехом
Стандартный вариант с прессами FL200 не оборудован системой управления и визуализации FIC Intelligence Control и следующий раздел не распространяется на этот вариант решения.
В этом варианте электропроводка соответствует приводу и управлению всем оборудованием с помощью контакторов и реле. С помощью датчиков ведется наблюдение за местами заполнения прессов второй ступени, чтобы в случае неисправности было автоматически остановлено дозирование материала. Управление (запуск) осуществляется посредством кнопок на распредщите, который является интегрированной частью прессующего модуля. Оборудование, таким образом, полностью функционально, но требует повышенного внимания со стороны обслуживающего персонала. Преимущества – простота и низкая цена.
Описание системы FIC – Intelligence Control – для управления пресс-цехом
В варианте с интеллигентной системой управления и визуализации FIC Intelligence Control в состав предложения входит поставка электропроводки и системы измерения, регуляции и визуализации всей технологии FIC и необходимых сенсоров и элементов управления.
FIC — это детально проработанная система управления и регуляции технологии прессования и (при необходимости) других производственных секций (особенно интеграции с PS3 Фильтрацией).
На основании многолетнего опыта мы разработали для каждой технологической операции конкретный оптимизированный управляющий алгоритм. В частности:
– POWER PROTECTION Система защиты приводов экструдера – Главный привод экструдера оборудован интеллигентным преобразователем частот, который дает возможность не только изменять частоту оборотов и, соответственно, производительность прессов, но и позволяет контролировать и регулировать моментальную нагрузку прессов и тем самым защитить машины от перегрузки.
– PRESS EFFECT Интеллигентная система управления масло-прессом обрабатывает данные с главного привода пресса, требования по обслуживанию и остальные параметры технологии (температуру, нагрузку и проч.) и оптимизирует дозирование в пресс. Эозирование прессуемого материала в пресс осуществляется частотно управляемым дозировочным конвейером путем шнековой принудительной загрузки.
– REMOTE ACCESS Система дистанционного доступа – при подсоединении к интернету можно изобразить данные о технологии в любой точке мира. Через надежно защищенный входной механизм Через тщательно защищенный механизм входа компетентные лица могут проводить диагностику и управлять технологией через интернет. Поэтому подсоединение к интернету и предоставление нашим специалистам возможности такого дистанционного управления мы считаем необходимым условием предоставления наших качественных услуг и выполнения гарантийных обязательств. Инвестор должен обеспечить подсоединение к интернету и сотрудничество (местный IT специалист).
– DATA SAVE Система архивирования данных – определенные технологические данные архивируются (регулярно, или сигналом для их сохранения служит превышение лимитов некоторых параметров). Анализ этих данных впоследствии существенно помогает при решении производственных проблем.
– ACCESS CONTROL Система ограниченного доступа – управление и вмешательство в технологию ограничены иерархией нескольких уровней паролей. Это исключает риск при обучении новых работников и некоторые права оставляет исключительно в компетенции технолога или начальника предприятия. Инвестор раздает пароли своим работникам самостоятельно, без привязки к нашей компании. Т. е. в дальнейшем не существует никакой зависимости от нашей фирмы.
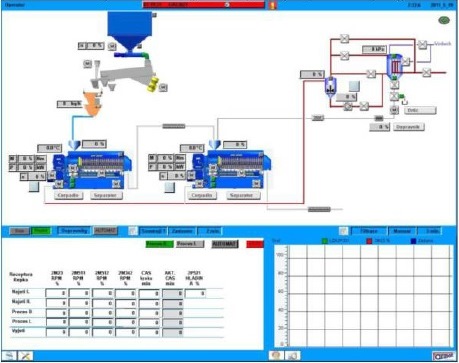
Рис. 1 -Иллюстративное изображение визуализации процесса на центральном PC управления
Вся технология управляется автоматом (PLC) с контактной панели визуализации и управления, расположенной на главном распределителе. Предполагается, что распределительные щиты будут размещены в непосредственной близости от технологии (Сокращение кабелей и, соответственно, потерь), может быть прямо в помещении прессцеха, но там обычно слишком жарко и пыльно, поэтому у технологий, работающих при высокой температуре (горячее прессование, прессование с экструзией) выгоднее размещать распредщит в отдельном специальном климатизированном помещении (кондиционер не включен в эту поставку). PLC сотрудничает с PC визуализации, который находится в операторской, где изображаются все измеряемые данные процесса и откуда можно полностью управлять технологией.
Система управления контролирует огромное количество значений и параметров и оценивает серьезность их возможного превышения. В случае появления нежелательных значений подается визуальное предупреждение обслуживающему персоналу на панели управления, в экстренных случаях – и звуковым сигналом. Если отклонение существенное или опасное, система сама натает управляемый останов технологии. В случае особенно опасных значений или при активации округа CENTRAL STOP произойдет немедленная остановка всего оборудования таким образом, чтобы была обеспечена безопасность.
Описание системы FIC – Intelligence Control – для экструзионных линий
Комплексные технологические линии, поставляемые на основании индивидуального проекта, можно по желанию клиента оснастить системой измерения, регуляции и визуализации всей технологии FIC Farmet Intelligence Control, включая необходимые сенсоры и элементы управления. FIC — это детально проработанная система управления и регуляции технологии экструзии. На основании многолетнего опыта мы разработали для каждой технологической операции конкретный оптимизированный управляющий алгоритм.
Система управления аналогична системе управления прессовочного цеха, только функция PRESS EFFECT CONTROL здесь заменена функцией EXTRUSION EFFECT CONTROL
EXTRUSION EFFECT CONTROL
Интеллигентная система управления экструдера обрабатывает данные с главного привода пресса, требования по обслуживанию и остальные параметры технологии (температуру, нагрузку и проч.) и оптимизирует дозирование материала в экструдер, дозирование воды, масла (если используется соответствующая ОПЦИЯ).
Дозирование материала осуществляется частотно управляемым дозировочным конвейером. Система реагирует на изменения экструзионной температуры изменением дозирования, регулировкой обогрева голов (если используется соответствующая ОПЦИЯ), или предупреждением и вызовом персонала для проведения механической настройки экструдера. Система позволяет создавать и сохранять рецептуры (проверенные установки).
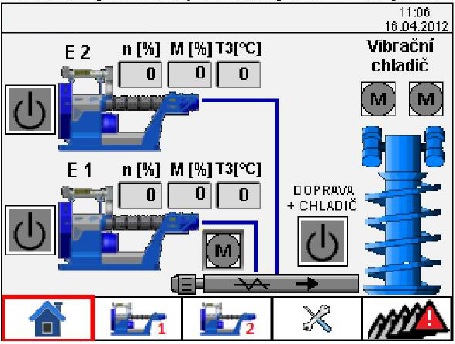
Рис. 2 – Иллюстративное изображение визуализации процесса на центральном РС управления
Описание системы управления отдельных экструдеров
Отдельные экструдеры поставляются в трех вариантах с точки зрения автоматизации процесса:
А) Вариант CLASSIC
В поставку входит электрораспределительный щит с переключателями на передней панели. Управление только с помощью классических элементов (контакторов, реле) токовой защиты приводов. Установлен только частотный преобразователь дозировочного конвейера с ручной установкой оборотов.
На панели находятся кнопки управления отдельных приводов с просветкой и регулятор установки оборотов дозировочного конвейера, возможно также элементы управления других ОПЦИИ – если они заказаны одновременно (возможность их дополнительной установки в распредщит не гарантирована).
На панели изображается актуальное значение тока, потребляемого главным приводом экструдера. Температура экструдера измеряется локально стрелочным биметальным термометром.
В этом варианте Вы приобретете функциональное оборудование с базовым уровнем управления, регулировки и защиты, полностью зависимое от ручного управления и контроля обслуживающего персонала. Поставляемая электропроводка решена посредством реле и контакторов без автомата управления PLC и без возможности визуализации. Распределительный щит позволяет соединить все приводы (кнопками на распредщите – он должен находиться в непосредственной близости от экструдера), просветка сигнализирует ход.
Б) Вариант CLEVER
В обоих вариантах – CLEVER и CLEVER МАХ – вся технология управляется автоматом (PLC) с контактной панели визуализации и управления, размещенной на главном распредщите. (Предполагается размещение распредщитов в непосредственной близости экструдера). PLC может коммуницировать с РС визуализации, размещенным в операторской (если есть опция “РС Визуализации”), где изображаются все измеряемые параметры процессов и откуда можно в полной мере управлять технологией.
Процесс функционирования всего оборудования – автоматический, с регулярными контрольными.
обходами персонала. Состояния и важные параметры процесса изображаются на контактной панели электрораспределительного щита и одновременно на PC управления в операторской. Изображаемая с помощью визуализации информация и «Инструкция по обслуживанию технологии» прилагаются на официальном языке страны поставки.
В) Вариант CLEVER МАХ
Характеризуется идентичными функциями с вариантом CLEVER, но добавлен преобразователь частот для главного привода экструдера. Это дает новые возможности в оптимизации процесса экструзии, автоматических реакциях системы и защите привода.
В варианте CLEVER МАХ можно достичь отличной установки параметров экструзии путем подбора оборотов для каждого специфического материала. Снижается количество необходимых манульных вмешательств (регулировка форсунки, замена втулок), возрастает стабильность процесса.
У Вас будет надежная защита привода от перегрузок и система сама справится с большинством переходных или аварийных состояний.
Описание системы FIC — Intelligence Control — для автоматической фильтрации AFF
PLC управления и PC визуализации включены в поставку только в том случае, если PS3 Фильтрация поставляется вместе с PS2 Прессцех. Если PS3 Фильтрация поставляется самостоятельно, нужно дополнить ее ОПЦИЕЙ Самостоятельное управление технологии.
На основании многолетнего опыта мы разработали для каждой технологической операции фильтрования масла конкретный оптимизированный управляющий алгоритм. Система обеспечит автоматический ход всех шагов цикла фильтрации и контролирует условия, необходимые для протекания этих шагов.
Система управления аналогична системе управления прессовочного цеха, только функция PRESS EFFECT CONTROL заменена здесь функцией FILTR OPTIMAL.
FILTR OPTIMAL Система установки и оптимизации условий для перехода между отдельными шагами фильтрации.
FIC – это детально проработанная система управления и регуляции технологии прессования и других производственных секций, в частности, интеграции с PS2 Прессцех и PS5 Склад масла.
Поэтому рекомендуем заказывать фильтрацию и прессцех вместе.
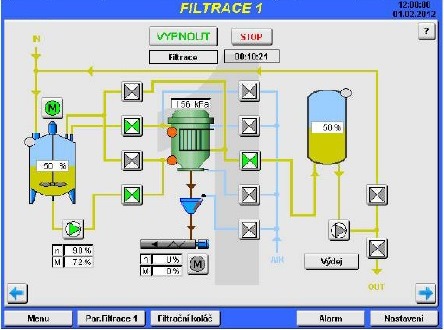
Рис. 3 – Иллюстративное изображение визуализации процесса на центральном PC управления
Рекомендации по эксплуатации и техобслуживанию
Процесс функционирования всего оборудования – автоматический, с регулярными контрольными обходами обслуживающего персонала. Состояния и важные параметры процесса изображаются на TOUCH (контактной) панели электрораспределительного щита и одновременно на PC управления в операторской. Изображаемая на визуализации информация и инструкция по обслуживанию технологии написаны на государственном языке страны поставки.
Что касается системы управления, обращаем Ваше внимание на то, что экстренная остановка загруженного шнекового маслопресса под давлением или экструдера является с точки зрения технологии весьма суровым испытанием для оборудования, и необходимо минимализировать ее применение. Поэтому нужно использовать CENTRAL STOP только для предотвращения серьезной опасности, а в остальных случаях проводить управляемую остановку маслопрессов, при которой сначала прекращается подача прессуемого материала, пресс в течение короткого времени опорожняется и только после этого останавливается. Этот путь остановки пресса можно запустить с панели или PC-системы, которая автоматически проведет управляемое опорожнение пресса и остановку технологии.
Проблемой всех прессовочных цехов являются сбои в подаче электроэнергии. Если работа загруженного пресса под давлением не возобновится в течение 5-15 минут после его остановки (в зависимости от окружающей температуры), он натает остывать и застывать, и привод уже не в состоянии его запустить. Необходимо весь пресс разобрать и вычистить! Поэтому очень важно уделить внимание обеспечению надежной подачи электроэнергии уже при подготовке инвестиционного проекта. Там, где наблюдаются частые сбои в подаче электроэнергии, рекомендуем установить запасной источник питания, рассчитанный на последовательное опорожнение прессов.
Обслуживание всего оборудования не требует больших затрат времени. Предполагаемое количество обслуживающего персонала указано в приложении № 1 (Параметры). Важным аспектом является квалифицированное обучение персонала и знание технологии и системы управления ею.